こんにちは!
昭和の設備の町工場の昭和のオッチャンがお送りする
金属DIY シリーズ!
先日の溶接記事を読んで頂いて有難うございます。
実は、一緒に ステンレス用ワイヤー も購入してまして・・・
時間が出来たら記事にしよう! と
頑張っていたのですが・・・
記事にしようか悩んでました・・・
だって・・・
うまく行かないんだもん(-_-;)
まぁ~
正直に、下手くそ ステンレス溶接 に挑戦した
記録をご覧くださいませ~
前回の鉄溶接の記事も合わせてご覧頂けたらと思います。
金属DIY SUZUKIDインバータ半自動溶接機 Buddy SBD-80 買ってみた! 実践編
それじゃいってみよ!
ステンレス溶接用ワイヤーに変更
交換の仕方は 準備編 で紹介したとおり。
なんですが・・・
ワイヤーのビヨ~ン率が格段に上がってます。
ご覧の通り・・・

やっちまいました(-_-;)
チャレンジする際はお気をつけて・・・
ステンレス溶接する!
今回用意した材料は
SUS304 の 0.8tと1.5t。
溶接可能な板厚の最小と最大の板厚を用意しました。
溶接方法は 突き当て溶接と隅肉溶接で
設定値を取説の目安を基準に・・・
それでは最初。
0.8t 突き当てから
数値は 電流6 電圧6
数値の方は、電流電圧とも、目安の最小値で設定してます。

酷いもんです・・・(-_-;)
中間辺りは、連続点付けでやっています。
まぁ~ビートは汚いですが
驚く事に、穴があきません!
裏面を見てみると・・・

こんな感じ・・・
お恥ずかしい・・・
熱で歪みが凄くてナミナミになっています。
付いているか言えば付いていると思いますが・・・
どう思います?
次!
0.8tの隅肉溶接!
設定値は 電流8 電圧8
この数値は板厚目安の最大値です。

モコモコです・・・
これもまた、穴があきません。
裏面をみてみると・・・

裏に出ちゃってるのは、歪で隙間が空いたのを
そのまま溶接してるから。
大きく溶けて隙間が広がるような事はなく
なんとなくごまかしながら溶接してます。
突き当ても隅肉も、付いてると思いますが
裏に溶ける割には、表のビートが
上手くいかないなぁ~
0.8tどうだったでしょうか?
次!
1.5t突き当て溶接!
電流8 電圧8
これも1.5t時の、最小目安数値です。
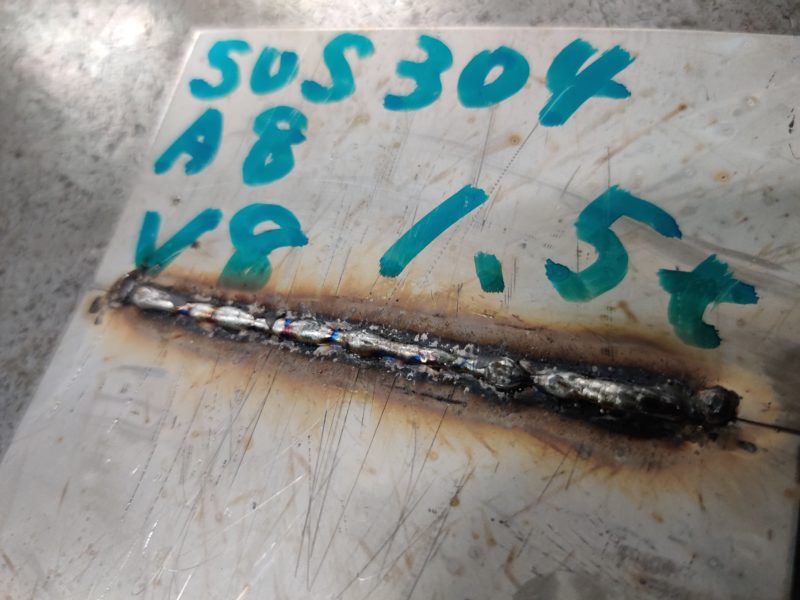
さらにモコモコです・・・(-_-;)
ビートの色を見てもTIGと明らかに違います。
熱が足らない?
裏面は

んぅ~~~。
良い感じなんですが・・・あまい感じ!?
次!
1.5tの隅肉溶接!
設定値はMAXの 電流10 電圧10
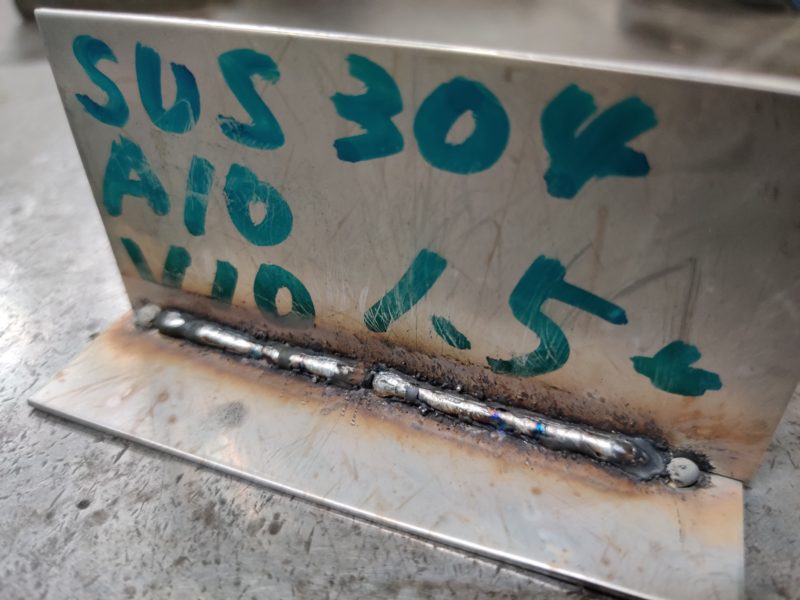
モッコリです(笑)
どうしたらいいのかなぁ~
裏面は
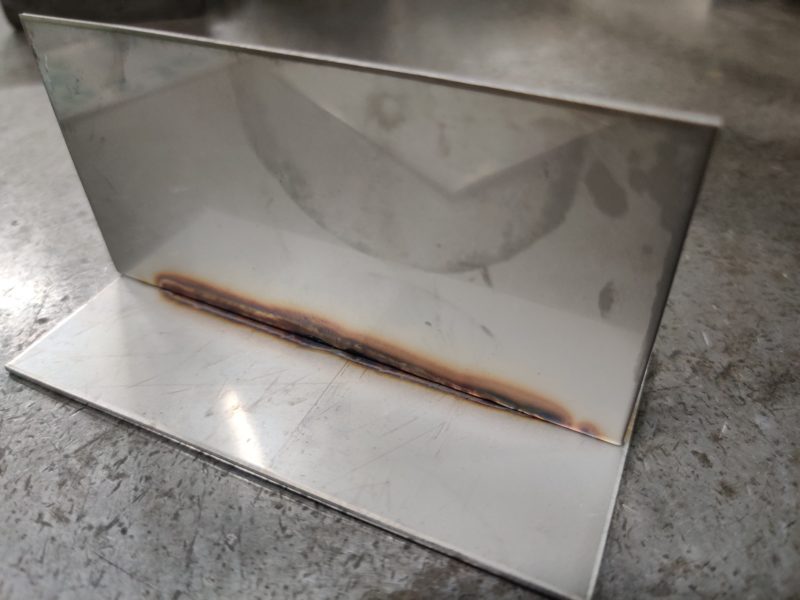
綺麗なもんです。
溶け込んでないですよねぇ~
たぶん。
0.8tと比べると溶け込みが甘い感じです。
ビートもさらにモコモコで・・・
隅肉でMAX設定で付けていますが
これはダメな感じです。
まとめ
いかがだったでしょうか。
いろいろやって設定が定まらず
最小値と最大値で溶接してみました。
感想を言うと
難しい!
その一言に尽きるのですが
鉄を溶接してた時にも思ったことですが
薄板で穴が開かない
って言うのが、このての100V家庭用溶接機の最大のメリット
なのではないでしょうか!?
これがある意味、最大のデメリットでもあると思いますが(-_-;)
SUSの溶接は突き当てで数値MAXで
使ってみて、付いているかどうかの判断でしょうか。
板厚1.0t~1.2tが実用範囲と決めて
設定を詰めて行くような使い方が
良いかも知れませんね!
鉄であれだけ、簡単に溶接出来ちゃったので
ステンレスも簡単!?
なんて思ったのがあまかった・・・(-_-;)
さらなる修業がまっておりますぅ~
皆さんもよろしければ
沼にハマってみてはいかがでしょうか!
ワイヤーは
まぁ~今回も懲りずに
動画もとってみました!
お暇ならついでにお付き合い下さいませ。
次回も楽しんでぇ~え!


コメント